
“纸上得来终觉浅,绝知此事要躬行”是近日参加热处理换证班培训最大的心得体会。2016年,第一次参加取证班培训时,就像是在学校完成一门应试课程一般,上课、看书、做题,然后考试、答辩、拿证。2018年,工作实践中遇到的问题像是给了我“当头一棒”,理论是实践的基础,实践是检验理论的真理,如果没有实践的检验,我们往往容易“沾沾自喜”于已经取得的成绩,当真正遇到问题时,又很难发现这些问题。
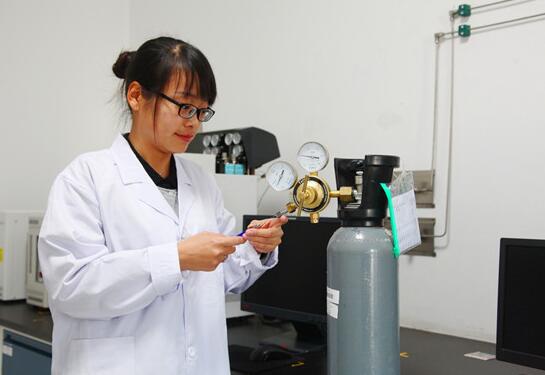
热处理工作类似于检验工作,热处理结果在一定程度上依赖于操作人员的技术水平,在确保大原则符合要求的情况下,工艺控制的细致与否往往会对结果产生很大的影响。加热方式的选择、热电偶的布置、加热绳的包扎、补偿导线的安装等均是热处理过程中不可忽视的重要因素。
目前施工现场热处理的加热方式主要有两种,一是传统的柔性陶瓷电阻加热,二是目前应用较广泛的中频电磁感应加热。柔性陶瓷电阻加热是辐射加热,其加热原理是从加热器发出的热能以辐射的形式传到工件的外表面,依靠金属导热,从外表面向内部传导,虽然通过采取一定的控制措施,采用柔性陶瓷电阻加热也能得到理想的热处理效果,但由于现场施工条件远比实验室恶劣,散热状况较复杂,这种加热方法存在径向温度梯度,对于厚壁管来说,这种温度梯度会随着壁厚的增加而变大,故较难控制。中频感应加热的原理为电磁感应,其热量在工件内自身产生,由于该加热方式升温速度快,加热均匀,所以氧化较少,加热效率高,对母材的损伤也会更小,可实现能耗低、无污染的目的,但成本较柔性陶瓷电阻加热方式相比,也会更高。厚壁异径管焊缝热处理过程中,内外壁温差问题一直以来是影响焊缝硬度值,进而影响焊缝内壁冲击韧性的主要原因,现场热处理施工过程中主要的难度也在于如何防止热量散失。
对变径管、管座、三通等异形结构焊件,宜在金属材料体积较大侧布置较多分区控制的加热装置,并根据焊件的实际情况和温度分布状况,分别调整其加热功率。现场热电偶必须点固焊,且与母材同材质,点焊位置在焊缝上,以保证测温的可靠性,点固焊热电偶后,用“玻璃丝带”进行加固,热处理结束后应将热电偶焊点打磨干净。采用电磁感应加热时 ,热电偶的引出方向应与感性线圈相垂直。
采用中频感应加热时,为避免在焊件上留下剩磁,造成匝间短路,感应线圈与工件之间通常要留出一定的间隙,现场一般是采取先装保温棉用玻璃丝带进行加固,再在保温棉上绑加热绳的方式。绑扎加热绳时,要注意做好焊缝位置标记,两人合力,保证每一圈缠绕稳固可靠。
选用的补偿导线必须与热电偶丝相匹配,宜为带屏蔽层的精密级补偿导线,补偿导线的布置应远离供电线路,以避免产生干扰,同时应尽可能将其布置在温度较低的环境,补偿导线与热电偶线连接时必须保证极性正确,并且采用接线座连接,不得将两根导线直接拧接在一起。
通过这次培训,也让我明白,实践不仅是通过实践来验证课堂所学的理论知识,也是对自身观察问题、发现问题、分析问题和解决问题的能力的一种锻炼和培养。生产技术人员,更应该脚踏实地,细致入微。




主办单位:亚新综合体育·(中国)官方网站 网站运营:北京中电创智科技有限公司 国网信通亿力科技有限责任公司 销售热线:400-007-1585
项目合作:400-007-1585 投稿:63413737 传真:010-58689040 投稿邮箱:yaoguisheng@chinapower.com.cn
《 中华人民共和国电信与信息服务业务经营许可证 》编号:京ICP证140522号 京ICP备14013100号 京公安备11010602010147号



